Самонарезающие винты в строительстве: конструкция и выбор
Типы самонарезающих винтов
Самонарезающий винт без сверлящего наконечника
Самонарезающие винты без сверлящего наконечника — это крепежные изделия, которые сами формируют свою резьбу при вкручивании их в заранее подготовленное отверстие. Обычно резьба накатывается, а не нарезается. Конец винта выполняется «на конус», чтобы было легче начинать процесс накатки резьбы. Размеры накатываемой резьбы совместимы с метрической резьбой, что удобно для выполнения ремонта. Такие самонарезающие винты часто применяются в машиностроении, в частности, в автомобилестроении и редко — в строительстве.

Самонарезающий винт со сверлящим наконечником

Применение винтов, которые за один заход сверлят отверстие и нарезают в нем резьбу, позволяют значительно экономить время и деньги. Эти винты исключают отдельную операцию сверления. Различные типы самонарезающих винтов со сверлящим наконечником представлены на рисунке.
Такие винты часто применяются в строительстве. Именно о них будет идти речь ниже.
Выбор сверлящего наконечника
Толщина сверления
Определение толщины сверления соединения
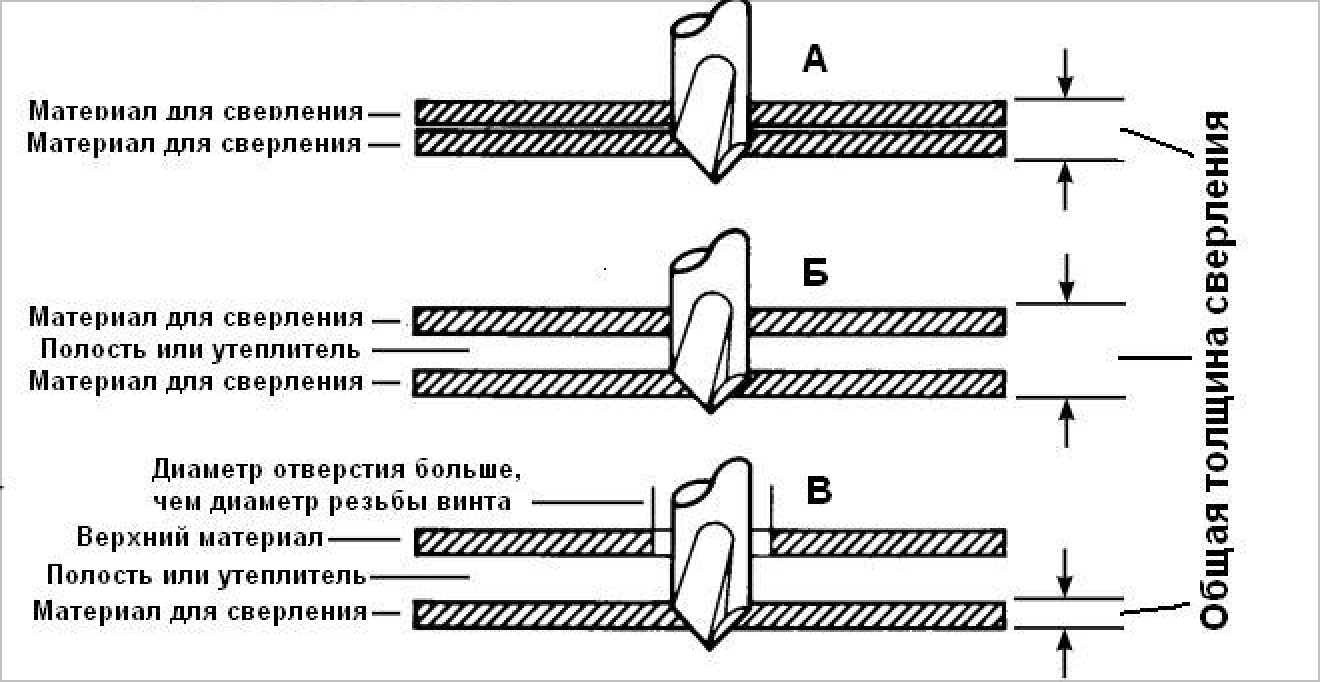
При определении толщины сверления самонарезающего винта возникает три варианта, которые приведены на рисунке.
Вариант А: верхний и нижний материалы находятся вплотную. Толщина сверления равна сумме толщин этих материалов.
Вариант Б: между верхним и нижним материалами находится зазор, пустой или, например, с утеплителем. Толщина сверления составляет сумму толщин материалов и толщины зазора.
Вариант В: в верхнем материале выполнено отверстие с диаметром, которые больше, чем диаметр винта. Толщина сверления равна толщине нижнего материала.
Режущая длина сверла
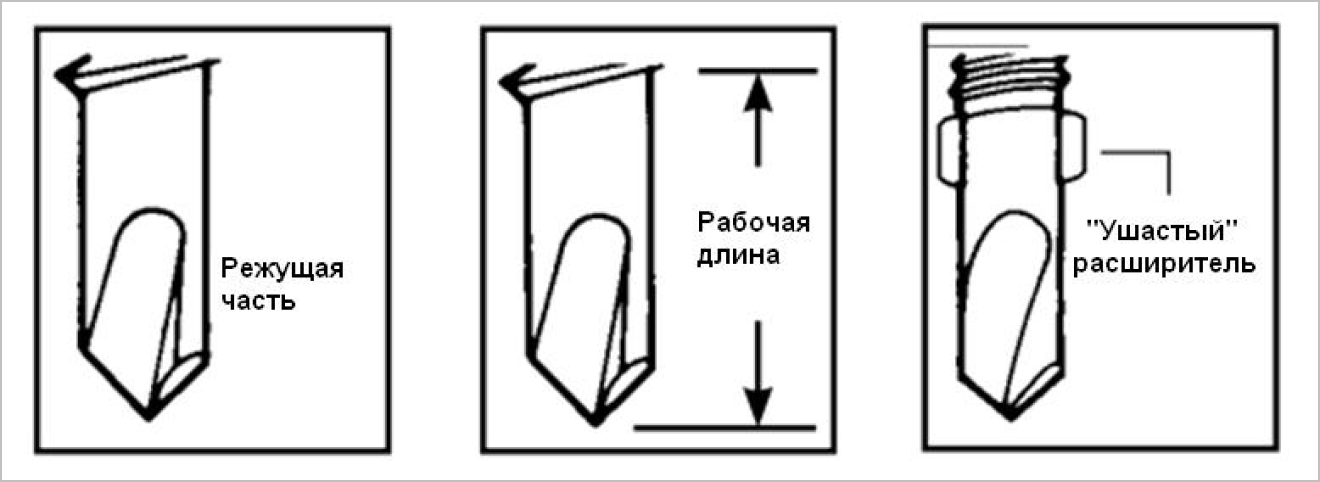
Элементы и размеры сверлящего наконечника
Длина режущей части сверла определяется толщиной металла, который можно просверлить. Спиральная форма сверла обеспечивает канал для удаления стружки в ходе операции сверления. Если этот канал полностью утопает в материале, то сверлильная стружка будет забивать его и сверление прекратится. Это приведет к нагреву или излому сверлильного наконечника.
Рабочая длина сверла
Рабочая длина сверла — от кончика сверла до первой нитки резьбы — должна быть достаточной для того, чтобы обеспечивать полное завершение операции сверления до того, как первая нить резьбы войдет в просверленное отверстие. Винтовая резьба входит в материал в десять раз быстрее, чем сверло может удалять металл. Поэтому операция сверления должна быть полностью закончена до того, как винтовая резьба начнет входить в отверстие.
Сверление металла через дерево
В случае необходимости сверления металла через древесину толщиной более 10-12 мм в ней требуется чистое и достаточно широкое отверстие. Для этого применяют самосверлящие винты со специальными крыльями. Эти крылья обеспечивают чистое широкое отверстие в древесине и самопроизвольно отпадают, когда приводятся в контакт с поверхностью металла в самом начале операции сверления.
Выбор резьбы
Длина резьбы

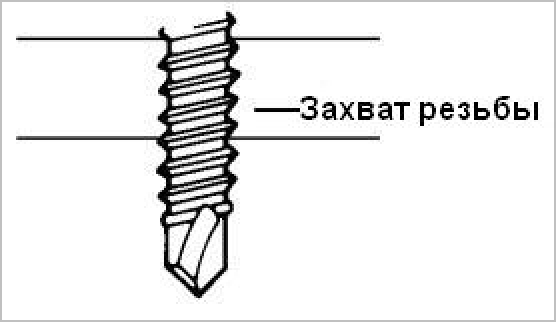
Длина резьбы винта должна иметь достаточную длину, чтобы она полностью захватывала металл основы. Например, для крепления к стальной основе толщиной 6,5 мм самосверлящий винт должен иметь длину резьбы не менее 6,5 мм. Полезно, но не критично, чтобы витки резьбы также входили и в прикрепляемый металл. Головка винта обеспечивает прижимающее усилие для прикрепляемого материала, тогда как витки резьбы дают прижимающее усилие для основы.
Шаг резьбы
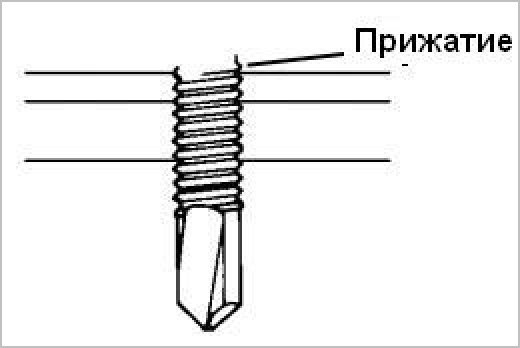
Толщина прикрепляемого материала и диаметр винта определяют необходимый тип шага резьбы. В общем случае, чем тоньше скрепляемые материалы, тем меньше должно быть количество ниток резьбы. Чем толще материал, тем больше количество ниток резьбы. Этот принцип вытекает из двух главных методов обеспечения создания усилия соединения за счет захвата материала резьбой: прижатие головки и натяжение резьбы. В тонкостенном соединении скрепляемые материалы прижимаются друг к другe за счет усилий, которые возникают на верхней и нижней резьбах.
Более тонкие материалы требуют более грубого шага резьбы, чтобы обеспечивать заданное прижатие. Чем толще материал, тем более мелкая должна быть резьба. В очень толстом металле (10-12 мм) рекомендуется мелкий шаг резьбы. Это позволяет резьбе входить в металлическую основу с меньшим моментом, чем для резьбы с крупным шагом.
выбор формы головки
Самонарезающий винт со сверлящим наконечником может иметь различную форму головки в зависимости от его назначения.
Самая популярная форма головки — шестигранник, высокий и низкий (рисунок а). Шестигранная головка предназначена для работы с шестигранным патроном винтоверта или шуруповерта.
На рисунке б представлена приплюснутая головка — для случаев, когда нужно обеспечить минимальный выступ крепежа за габариты изделия.
Плоская головка (рисунок в) применяется в основном для дерева для установки заподлицо и с минимальным риском раскалывания древесины.
Широкая головка (рисунок г) обеспечивает несущую поверхность, которая нужна для установки «впотай» в мягких материалах.
Головку «горн» (рисунок д) применяют для крепления гипсокартона, фанеры или утеплителя.

Примеры форм головки самонарезающих со сверлящим наконечником[/caption]
Герметизирующие свойства
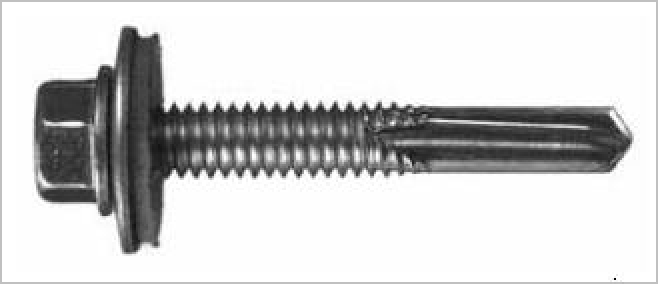
Винт с герметизирующей шайбой
Винты с герметизирующими шайбами обеспечивают крепление с защитой от воздействия климатических факторов в условиях влажности или конденсации влаги.
Такие винты герметизируют отверстие, чтобы предотвратить попадание влаги в винтовую резьбу со стороны прикрепляемого материала и, тем самым, снизить возможную коррозию крепежного изделия. Для дополнительной коррозионной защиты герметизирующие шайбы могут иметь какое-либо защитное покрытие. Для обеспечения оптимальной степени герметизации необходимо контролировать крутящий момент винтоверта или шуруповерта.
Размеры винтов
Общая длина винта
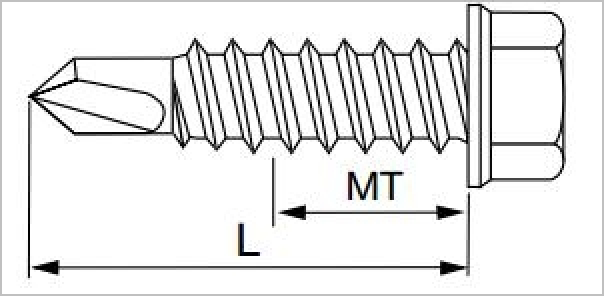
Общая (L) и рабочая (MT) длины винтов с полоской головкой

Общая (L) и рабочая (MT) длины винтов с потайной головкой
Общая длина (L) в зависимости от формы головки винта может измеряться двумя способами. У винтов с плоским дном головки, таких как, например, винты а и б на рисунке выше, общая длина измеряется от дна шайбы под головкой до острия винта.
Для винтов с потайной головкой, таких как винты в, г и д на рисунке выше, общая длина винта измеряется от верха головки до острия винта.
Общая (L) и рабочая (MT) длины винтов с потайной головкой
Для всех типов винтов максимальная (рабочая) толщина соединяемых материалов (MT) (общая толщина соединения) — это длина резьбы за вычетом трех первых ниток резьбы, которые выступают с задней стороны основного материала.